
ようこそ!
非接触・高温高速加熱のヒートテック(株)サイトへ
当サイトは、非接触・高温高速加熱ができるヒーターとヒーターコントローラーと周辺機器を販売するサイトです。
製品情報・技術情報・テスト機貸出についてはご遠慮なくお問い合わせください。
研究機関と工場に必要とされるハイテクヒーターと工業計器を、インターネット上で直接ご購入いただけます。
初回取引のお客様は大歓迎です。


新着情報


新製品情報
| HCP 新登場! 0-5Vのパルスでロックインサーモグラフィー法に使用できます。 |

| HGRH-45 新登場! 高精度なピンポイント加熱を実現 限られたスペースや 遠距離でも高温加熱が可能 耐酸性石英ガラスで液体を直接加熱 |

| HDSH-60 新登場! 高さ44mm x 幅60mm x 長さ280mmの中型です。 高速に立ち上がり、 ヒーター1つで両面の加熱が可能です。 |

| FLH-55シリーズ 新登場! 高さ105mm x 幅55mm x 長さ100~280mmの中型です。 高速に立ち上がり、 高精度の温度制御ができます。 |

| FLH-65シリーズ 新登場! 高さ103mm x 幅65mm x 長さ100~280mmの中型です。 高速に立ち上がり、 高精度の温度制御ができます。 |

| ハロゲンラインヒーター HLH-40シリーズ 集光鏡高さ40㎜幅40㎜ 帯状に900℃の加熱ができます。 |

| ハロゲンラインヒーター HLH-50Wシリーズ 集光鏡高さ50㎜幅50㎜ 帯状に1050℃の加熱ができます。 |

| 手動電源コントローラー UVPC-3.6V ! カラーユニバーサルデザイン型 青色表示灯を採用し、 誰にでも見やすい配色にしました。 |

| 手動電源コントローラー UVPC-1500V カラーユニバーサルデザイン型 青色表示灯を採用し、 誰にでも見やすい配色にしました。 |

| 遠赤外線ラインヒーター FLH-60シリーズ 高さ103mmx幅60mm x長さ100~280mmの中型です。 高速に立ち上がり、 高精度の温度制御ができます。 |

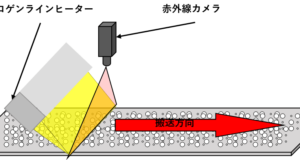
| HCSシリーズ ロータリーエンコーダーを使用して、 ベルトコンベアやラインの速度に 比例した加熱温度制御を行います。 |

| ABH-9PHシリーズ 通過気体を1000℃まで 加熱できます。 |

| HRシリーズ 熱風ヒーターを200℃の環境で 使用できます。 |

| カラーユニバーサルデザイン型 AHC2-CUD シリーズ 白青黄色表示灯を採用し、 操作ボタンも青色と黄色にしました。 誰にでも見やすい配色にしました。 |

| HHC2 シリーズ カラーユニバーサルデザイン型 カラーユニバーサルデザイン型 HHC2-CUD 白青黄色表示灯を採用し、 操作ボタンも青色と黄色にしました。 誰にでも見やすい配色にしました。 |

| HCV シリーズ カラーユニバーサルデザイン型 カラーユニバーサルデザイン型 HCV-CUD/HCVD-CUD 青色表示灯を採用し、 誰にでも見やすい配色にしました。 |

| HPH-18L 新登場! HPH-18Lはハロゲンランプの赤外線を集中させて 高温加熱をするハロゲンポイントヒーターです。 放熱管を側面配置載しました。 集光径は焦点距離9㎜で約φ2.5㎜。 加熱対象物にもよりますが 約900℃まで加熱可能です。 |

| HCV シリーズ DC6Vタイプ 遠赤外線ポイントヒーター FPH-30用の DC6V型の手動電源コントローラーです。 従来不可能だった遠赤外線の点加熱が 手動で制御できます。 |

| ハロゲンポイントヒーター HPH-30A HPH-30Aはハロゲンランプの光を集中させて 高温加熱を実現したハロゲンポイントヒーターです。 空冷ユニットを標準搭載しました。 集光径は焦点距離15㎜で約φ5㎜。 加熱対象物にもよりますが 約1000℃まで加熱可能です。 |

| ハロゲンポイントヒーター HPH-35A HPH-35Aはハロゲンランプの光を集中させて 高温加熱を実現したハロゲンポイントヒーターです。 空冷ユニットを標準搭載しました。 集光径は焦点距離15㎜で約φ5㎜。 加熱対象物にもよりますが 約1000℃まで加熱可能です。 |

|
| FPHシリーズ Φ30とΦ60の超小型です。 従来不可能だった、遠赤外線の点加熱ができます。 |

|
| FLH-30シリーズ 高さ36mm x 幅30mm x 長さ50~318mmの 超小型です。 高速に立ち上がり、高精度の温度制御ができます。 |

|
| FLH-35シリーズ 高さ36mm x 幅35mm x 長さ50~316mmの 超小型です。 高速に立ち上がり、高精度の温度制御ができます。 |

| HPH-60A ほぼ瞬間的に立ち上がり、 電圧コントロールで簡単に出力制御ができます。 集光径:約φ5~φ13mm(短焦点ミラーの場合) 加熱できる温度は約1000℃~1400℃です。 DC24vの空冷ファンを搭載しているので、 お手軽に使用できます。 |

|
| HPH-120A 集光径:約φ15mm 加熱できる温度は約1200℃です。 集光効率のよい特別設計の スクエアタイプフィラメントを採用しました。 DC24vの空冷ファンを搭載しているので、 お手軽に使用できます。 |

|
| SSCシリーズ 非接触ヒーターで 階段制御や台形制御ができます。 |

|
| 熱風ヒーター ABH12v/24v-□w/10PS |

|
| 3kwハロゲンポイントヒーター 業界最長 f1000ハロゲンポイントヒーター新登場! |

|

熱風ヒーターの活用法 - 評価用ガスの加熱
 | 問題点 触媒の性能評価をするためのダミーガスを加熱できなかった。 ⇒改善のポイント 熱風ヒーターの耐薬品用二重ガラス管仕様DGH型で常温から550℃まで加熱した。 任意の温度での性能評価が出来るようになった。 |
ハロゲンリングヒーターの活用法 - ワイヤーハーネスのヒートシュリンク
 | 問題点 全周から加熱する良い方法が無くて困っていた。 ⇒改善のポイント ハロゲンリングヒーターでシュリンク加熱した。 全周から加熱するので、綺麗にシュリンクできた。 歩留まりが向上して、手直しが減った。 |
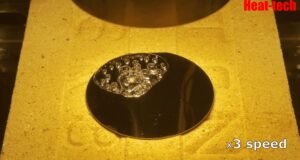
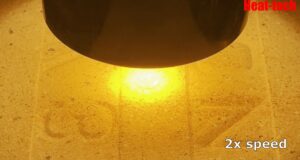
ハロゲンポイントヒーターの活用法 - セラミックスの合成
 | 問題点 短時間でセラミックスを合成できるヒーターが無くて困っていた。 ⇒改善のポイント 3kwの高出力ハロゲンポイントヒーターで加熱した。 短時間で溶融する温度まで加熱できた。 |
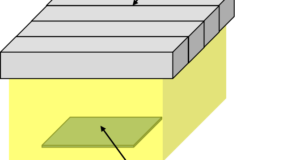
ハロゲンラインヒーターの活用法 - カーボンクロスの予熱軟化
 | 問題点 短時間に高温で、広範囲に均一加熱できる、カーボンクロスのヒーターを探していた。 ⇒改善のポイント ハロゲンラインヒーターの面加熱型を数台組み合わせて使った。短時間でカーボンクロスが軟化し、プレス成型の製品が向上した。 |
遠赤外線パネルヒーターの活用法 - 液晶用カバーガラスの加熱
 | 問題点 ガラスがもう少し柔らかく曲がると接着の改善になる。 ⇒改善のポイント 瞬間昇温の遠赤外線ヒーターで加熱した。立上り時間が早いので、アイドリングタイムがゼロになりタクトタイムロスも気にならない。加熱面積が広いので、全体を均一に加熱乾燥が出来た。 赤外線の放射周波数帯域が幅広いので、新素材にもヒーターを交換せずに対応できた。 |