赤外線加熱は、伝導加熱や対流加熱とは異なる原理を用いる加熱方式であり、その仕組みに起因するいくつかの明確な特長を持っています。本節では、工業用途において重要となる代表的な特長について整理します。
■ 非接触でエネルギーを供給できる

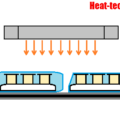
赤外線加熱の最も大きな特長の一つは、対象物に触れることなくエネルギーを与えられる点にあります。加熱源とワークの間に物理的接触が不要であるため、接触圧による変形や摩耗、コンタミネーション(汚染)のリスクを抑えることが可能です。
この特性は、衛生性が求められる食品分野や、微細部品・精密部品を扱う工程において特に有効です。また、搬送中の製品や回転体など、接触が困難な対象に対しても加熱が行えるため、装置設計の自由度向上にも寄与します。


また、粉体や微小物体のように、熱風やガスによる加熱では飛散・移動しやすい対象にも適しています。
流体を用いる加熱方式では対象物が動いてしまうことがありますが、赤外線加熱ではその影響を抑えながら加熱できる場合があります。
■ 応答性が高く、立ち上がりが速い


赤外線ヒーターは通電と同時に放射が開始されるため、加熱の立ち上がり時間が短いという特長があります。熱風炉や大型加熱装置のように装置内部全体を予熱する必要がないため、必要なタイミングで迅速にエネルギーを供給できます。
この高い応答性は、生産ラインにおけるタクトタイム短縮、待機時のエネルギーロス低減、間欠運転への適応といった面で有利に働きます。特に、加熱時間が短い工程が必要な用途において、その特長が顕著に現れます。
■ 局所的な加熱が可能


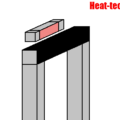
赤外線は光と同様に指向性を持つため、照射範囲をある程度制御できます。反射鏡や遮蔽板などの光学的手法を用いることで、加熱領域を変化させることが可能です。
これにより、製品全体を加熱するのではなく、必要な部分のみにエネルギーを集中させる設計が行えます。周辺部材の熱劣化防止、熱変形の抑制、不要なエネルギー投入の削減といった効果が期待でき、精密加工や樹脂部品の部分溶融、接合工程などに適しています。
■ エネルギー伝達経路が単純
熱風ヒーターなどの対流加熱では空気などの媒質を介して熱が伝わりますが、赤外線加熱では電磁波が直接対象物に到達し、吸収されたエネルギーが熱へ変換されます。媒質の加熱を前提としないため、エネルギー伝達経路が比較的単純であり、理論的な整理がしやすいという側面があります。
この特性は、加熱シミュレーションや温度制御設計を行う際のモデル化にも影響し、適切な波長選択や照射条件の設定によって効率的な加熱設計を検討できます。
■ 装置の小型化・分散配置が可能
赤外線ヒーターは比較的コンパクトな構造で構成できるため、ライン内への組み込みや局所配置が行いやすいという利点もあります。大型炉のように広い設置スペースを必要とせず、工程の一部に限定して加熱機能を持たせることが可能です。
さらに、赤外線加熱では加熱を成立させるための付帯設備が比較的少なくて済みます。対流加熱のように送風機やダクト系統、大容量の加熱室を必要とせず、伝導加熱のような治具との密着構造も不要です。そのため装置構成が簡素になりやすく、設置・保守の負担軽減や設備レイアウトの自由度向上につながります。
これにより、必要な場所に必要な熱源を配置する分散型加熱設計が実現しやすくなります。工程全体の熱影響を最小限に抑えながら、必要工程のみを効率的に加熱する構成が取りやすい点も、赤外線加熱方式の特長の一つです。
以上のように、赤外線加熱は非接触性、応答性、局所性といった物理的特性に基づく明確な特徴を持つ加熱方式です。ただし、これらの特長は条件によって効果が変化するため、材料特性や設置条件を踏まえた設計が重要になります。次節では、これらの特長に影響を与える要因について解説します。
ただし、これらの特長はすべての条件下で同じように得られるわけではありません。