非接触高温加熱・ハイテクヒーターのヒートテック 熱風ヒーター:ハロゲンヒーター:遠赤外ヒーター
非接触高温加熱・ハイテクヒーターのヒートテック 熱風ヒーター:ハロゲンヒーター:遠赤外ヒーター


タングステンの熱処理について
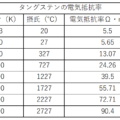
タングステンの融点は3422℃で、金属で最も融点が高い物質です。加工の観点での特性は、延性-脆性遷移温度が高く、室温で低温脆性が見られます。結晶粒界の結合強度が弱く結晶粒界から割れやすい為、加工が難しい金属です。
“タングステンの低温での延性改善として、レニウム(Re)の添加が知られていますが、金属では最も高価な物質で実用的ではありません。
代替案は、粉末冶金と熱加工プロセスによる結晶粒組織の微細分化で改善ができます。鉱山から摘出され粉末化されたタングステンは粉末冶金により成形されます。この成形されたタングステンは圧延や線引きといった塑性加工により焼結時の粉末の大きさや形状(等軸粒形状)が押しつぶされ引き伸ばされて、多量の転位が発生するとともに、結晶粒の大きさが小さくなり、粒の形状も特定の方向に伸びたりします。
この結果、熱機結晶粒組織の微細化推進することで延性脆性遷移温度を室温近くまで下げられることが可能になりました。塑性加工は加工時の温度よって種類分けがされています。室温に近い温度であれば「冷間加工」、融点の半分以上であれば「熱間加工」、半分以下であれば「温間加工」です。
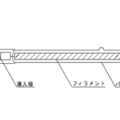
熱間加工では加工中の温度低下により薄いものや細いものは均一な加工は難しいので、フィラメントの加工では冷間加工で製造されます。冷間加工では組織内にひずみが残ったままなので、応力除去焼なましが必要です。冷間加工は弾性ひずみが多く発生するので再結晶が発生しやすく、一時的にも高温にさらされると再結晶が起こり,低温領域での粒界脆化が促進されます。再結晶によりフィラメントのクリープ変形による垂れ下がりを引き起こします。
再結晶について
加工によって発生した結晶粒とは全く別の、内部に転位などの欠陥を含まない新たな結晶粒が生成し成長して加工組織とは全く別の結晶粒組織を形成することを「再結晶」と言います。
再結晶は回復とは別のプロセスで、内部にセル壁や転位などの欠陥を含まない大傾角粒界に囲まれた新たな結晶粒が発生し、それが隣り合う結晶粒を蚕食して成長します。この際の結晶粒の成長と粒界の移動に伴って、既存の結晶粒内のセル壁や転位などの欠陥が消滅することから転位のすべり運動の抵抗がなくなり、マトリックスは大きく軟化します。
この新たな結晶の発生箇所は,既存の結晶粒組織内の弾性ひずみの集中しているところ(粒内あるいは粒界)から起こるとされています。特に弾性ひずみが多く発生する加工度の高い冷間加工材ほど再結晶核が発生しやすく、900~1000℃から再結晶がはじまります。再結晶核が多く発生すればするほど、成長した後の再結晶粒が多くなるので、再結晶粒径が小さくなる傾向がある。したがって冷間加工による結晶粒の微細化で低温における靭性を改善した場合は再結晶が起こりやすくなるので、一時的でも高温にさらされると再結晶が起こり低温領域での粒界脆化が促進されることに注意しなければなりません。純タングステン線で作られたフィラメントコイルは、高温使用において、フィラメントの半径方向に延びる結晶粒界における滑り現象のために、自重など、わずかな外力によって変形(クリープ変形)します。変形したフィラメントは、局部的過熱を起こし、断線しやすくなります。
ドープタングステンについて
“この対策として、粉末冶金時にカリウム(K)、ケイ素(Si)、アルミニウム(Al)を添加するカリウムドープ法がある。熱処理時にケイ素とアルミニウムは蒸発し、カリウムはタングステン内に気化し、気泡を形成します。この気泡が微細組織の安定化に繋がり、再結晶を起こりにくします。ハロゲンランプに使用されるフィラメントはこのドープタングステンです。
添加物のカリウムの量によっても性質が変わります。量が多いと再結晶温度が高くなりますが、低温時の延性が悪くなり加工が難しくなります。このように性能、品質を安定させるには質や量が重要です。”
しかしこのドープによる気泡は長時間経過すると次第に集合し、大きな気泡をフィラメント内部に形成するようになります。これはランプ寿命を制限する要素になりますが、ハロゲンランプの封入ガスは高圧なのでこの気泡(ドープ孔)の成長拡大を抑制します。この点でも高圧の封入ガスはランプの長寿命化に貢献していると考えられています。尚、この気泡の中の不純物はそのうちランプ封入ガス中に噴出しますので、封入ガスのハロゲンバランスが崩れ、黒化などの原因になり得ます(カリウムなどのアルカリ金属はハロゲンと強固に結合し、ハロゲンサイクルを阻害する)。点灯開始して数百時間経過後に発生する黒化はこれが原因の一つに上げられます。
タングステンコイルの表面処理について
フィラメントコイルは表面処理せずにこのまま使う場合もありますが、ランプに組み込む前に洗浄処理して不純物を除きや酸化を防ぎます。最終的には水素を使い雰囲気熱処理を行います。
洗浄処理は、タングステンコイルを10%の水酸化ナトリウム水溶液(NaOH)で10分間程度の煮沸するのが一般的です。表面のエッチングが必要な場合などは5%のフッ化水素酸(HF)処理を行い、アルカリ性フェリシアン化カリウム水溶液で表面の腐食処理を行います。最後に純水で十分に洗い流します。
その後、コイルフィラメントに支持具(アンカーとかサポータと呼ぶ)を付け、モリブデン箔や外部リード棒を溶接します。その後、再度水酸化ナトリウム水溶液(NaOH)で表面処理をする場合もあります。
最後に水素を使い雰囲気熱処理を行います。水素はドライ水素とウェット水素をを使い燃焼する方法があります。