非接触高温加熱・ハイテクヒーターのヒートテック 熱風ヒーター:ハロゲンヒーター:遠赤外ヒーター
非接触高温加熱・ハイテクヒーターのヒートテック 熱風ヒーター:ハロゲンヒーター:遠赤外ヒーター


石英ガラスバルブについて
ハロゲンランプのバルブは、ハロゲンサイクルの関係上、点灯時に250℃以上の耐熱ガラスである必要があります。また、バルブ内の不活性ガスとハロゲンガスは1×10^5~4×10^5Paの高圧で封入され、点灯中の圧力はこの1.3倍~7.0倍に達します。このことから石英ガラスが使用されます。石英ガラスは熱膨張率が極めて低い素材の為、ガラスの表面に温度差があっても熱応力が小さくなり、急激な温度変化にも対応することができます。石英ガラスは純度が高い物質ですが、僅かながら不純物を含みます。この不純物の浸出は温度と関係が高く、石英ガラスの場合800℃前後から不純物の浸出や封入ガスの侵入が始まります。ハロゲンランプのバルブ温度を800℃以下、できれば700℃以下に抑えるべきなのは、不純物と温度の関係からです。ハロゲンランプ内部のガスバランスが変化すると、黒化現象や低寿命の原因になります。
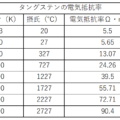
この不純物の中から、僅かながら水が混入しています。ガラスは耐水性のある素材でガラス内の水を目視で確認することはできず、通常は問題になることはありません。この水は高温時は、水酸基(ヒドロキシ基)として存在します。水酸基は600℃以上になるとランプ内に溶け出し、水が僅かでもウォーターサイクルを起こしてタングステンの消耗を助長します。「ウォーターサイクル」は、水蒸気が高温タングステンの表面で分解され、酸化タングステンと原子状水素になります。酸化タングステンは、蒸発してガラス壁に付着し、原子状水素はこの酸化物から酸素を奪って水蒸気に戻ります。この繰り返しでタングステンの蒸発を繰り返し消耗を早めると理解された現象です。
この時、ハロゲンランプではハロゲンサイクルも同時に起こっています。ハロゲンサイクルによるタングステンフィラメントの再付着と、ウォーターサイクルによるタングステンフィラメントの蒸発とで短時間でタングステンフィラメント表面は凹凸となり、断線してしまいます。その為、使用する石英ガラスは、水の含有量が少ないものが最も良いです。また、ハロゲンランプに加工する工程でも水(酸素)が入り込まないような製造工程が理想的です。混入した場合の除去方法は800度以上の熱処理か酸素用ゲッターをランプ内に入れて吸着させる方法もあります。
石英ガラスの表面洗浄処理
石英ガラス表面が僅かでも汚れが付着したまま、加熱するとその汚れがガラス内に浸透し、強度の低下やハロゲンサイクルの阻害、ガラスの透明度が失われる失透現象を引きこ起こします。
その為、洗浄処理を行う必要があります。フッ化水素酸で石英ガラス表面を溶かして汚れごと除去します。5%~10%のフッ化水素酸に数分間浸漬し、純水でフッ化水素酸を十分に洗い流します。フッ化水素酸は人体に非常に危険な薬品なので、より危険の少ないフッ化アンモニウムが使われる事の方が多いです。
失透などの発生が極力少なくする為に、石英ガラスは素手で扱わず、汚れた場合はアルコール等で拭き取り使用します。
石英ガラス加工について
石英ガラスの加工はガスバーナー等ーで高温(約2000℃)にしてカーボンや金属の棒などを押しつけて変形させたり、金属製の金型でプレスしたりして加工します。
ガスバーナーは酸素-水素炎が理想的です。ガスバーナーには酸素と水素を予め混合しておき、それをノズルから高速て吹き出して燃焼させる「根元混合型ガスバーナー」と、酸素を空気中に吹き出させ、その酸素に水素を巻き込ませて混合、燃焼させる「先端混合型ガスバーナー」があります。後者の方が炎の流速が小さいので、広い面積の石英加工に適しています。
根元混合型はノズル内を高速流にすることで燃焼がノズル内に進入するのを防いでいますので、基本的に炎も高速流となります。このガスバーナー形式は小さい面積の加熱に適しています。
もしこの根元混合型ガスバーナーでノズルの流速が低下すると燃焼がノズル内にまで入り込み(逆火現象)、ガスバーナー内の酸素-水素混合気体が一気に爆発燃焼して大きな爆発音が発生します。この状態で放置するとガス混合器内で燃焼が続いている場合があり、そうなると混合器付近が焼損する事になります。
石英加工でも経済的な理由からメタンガスやプロパンガスと酸素の混合炎が使われる事もあります。この場合、これらの燃料ガスは水素ほど迅速に酸素と混合されず、また燃焼温度も低めです。その為、「根元混合式ガスバーナー」がほとんどです。
広い面積を加熱するには、多数のノズル穴で構成されるガスバーナーとなります。そして加熱ポイントはノズルからかなり近く、炎の流速が早いので加熱軟化したガラスを押して変形させやすい傾向があります。このガスバーナーは、いきなりガスを止めるとノズルの流速が低下して逆火し、爆発音が出ます。
回避するには先に酸素の方をゆっくりと止めてから燃料ガスを止めるか、先に燃料ガスを止めて吹き消えさせる方法があります。どちらにしても流速が落ちるので逆火が起こりやすくなり、迅速な遮断動作もできません。迅速な遮断動作をさせるには、燃焼ガスを止めると同時にエアーを混合器に吹き込み、ノズルの流速を低下させずに吹き消すことです。
このガスバーナーは点火も注意が必要です。燃料ガスを先に出して火をつけ、次に酸素を出すのか普通ですが、迅速な着火ができません。燃料ガスと酸素を予め設定しておいた流量で同時に出すと、点火専用バーナ(水素炎)で点火するという方法が頻繁な点火に対応できます。
ガラスが高温になり、十分に軟化すれば加工ができます。金属金型でのプレス加工では金属に石英ガラスが付着する場合があります。これを防ぐ離形材としてはカーボンが有効です。カーボンは高温の石英に接すると、それを還元してCOxを生じ、強力に離形します。カーボンの補給方法としては一般的には油を塗布します。
石英を強熱して軟化させると、その周辺部にシリカが付着し、白く濁ります。これは加熱により石英が蒸発し、それが低温部に付着するものです。これをできるだけ防ぐには、シリカが付着しやすい部分にエアーやガスバーナーの遠火を当てる方法があります。
石英の蒸発は還元炎の場合にひどくなります。これは石英が還元されてSiOになることで蒸発しやすくなるためと考えられます。したがって加工用の炎は酸素過剰炎にすてばシリカは付着しにくくなります。しかしこのような炎は流速の割に火力が弱くなり、還元作用が無いことから封止作業ではモリブデン箔が酸化して切れやすい難点があります。
付着したシリカは酸素過剰炎で焼き飛ばすか、フッ化水素酸などで除去することになります。ただし封止後のランプにはできません。
尚、プレス加工はできるだけ短時間で行う必要があります。長時間プレスすると急激に石英の温度が下がり、クラックや強い歪を残します。
石英ガラス加工後の歪み除去について
石英ガラスの加工を行うと、加工時の温度分布によって歪が生じます。歪とは石英内部の分子間に圧縮力や引っ張り力が残留した状態です。歪は偏光を利用した「歪み計」で視覚的に確認できます。
この残留歪は石英ガラスの強度を低下させるので、ランプの点灯中の内圧に耐えられずに破裂したり、クラックの発生を招いて封入ガスの漏出によるランプの初期不良も招きます。またランプ交換作業の時に、たいした力も加えていないのに割れてしまうといったことも起こります。
残留歪を取るためにアニールを行います。加工部を徐冷点以上の温度に保持して再加熱した後に再度歪が入らないようにゆっくり冷却することでかなり残留歪を少なくできます。最適な保持時間と冷却速度は素材の形状により異なります。高温で加熱することプレス加工などで生じてしまった小さなクラックを焼き丸めて無害化するというメリットもあります。
特別な歪除去の炉を備えなくても、このような点を注意して作業すれば実害のない程度には歪を除けます。しかし歪計で確認できないほど完全に除去するのは困難です。
石英ガラス以外のガラスを使ったハロゲンランプ
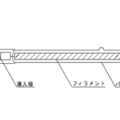
石英ガラスバルブはハロゲンランプのバルブ材料として必須条件ではありません。石英ガラスほどではなくても、そこそこ高温に耐えるガラス(アルミノケイ酸ガラス,ホウケイ酸ガラスの一種でモリブデンに膨張率を合わせたもの)を使い、箔を使わない通常の封止方法を採用したハロゲンランプも存在します。これらは大量生産品種で、コストを下げる手段として採用されています。ただしあまり大出力のハロゲンランプには適用できませんし、少量生産にも向きません。