非接触高温加熱・ハイテクヒーターのヒートテック 熱風ヒーター:ハロゲンヒーター:遠赤外ヒーター
非接触高温加熱・ハイテクヒーターのヒートテック 熱風ヒーター:ハロゲンヒーター:遠赤外ヒーター

熱風ヒーターでろう付け
ろう付けするための加熱方法は多々あり、ガスろう付け、高周波誘導ろう付け、抵抗ろう付け、アークろう付けなどが代表的なろう付け方法です。
熱風ヒーターでのろう付けはあまり一般的ではなく、どの程度までろう付けが可能かを実験しました。
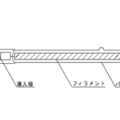
熱風ヒーターの概要
熱風ヒーターは、シンプルな構造の加熱器です。エアコンプレッサーから圧縮気体を供給し、高密度発熱体で気体を直接加熱して熱風として吐出します。
◎高密度発熱体を使用し、供給気体を最高温度約1050℃までクリーンに加熱できます。
◎吐出口の熱電対を使用して、正確な温度制御を行うことができます。
◎窒素を直接加熱できるので、嫌気性微生物の実験に使えます。
◎先端に内ネジを切っているので、様々な金具を取り付けることが出来ます
◎高温低湿度の熱風を吹き出すので乾燥分野に有利です。
熱風ヒーターによるろう付け手順
| 受入検査 | 品質基準を満たしているかどうかを確認する |
|---|---|
| 前処理 | アルマイトのコーティング、さび、油などの汚れを落とす |
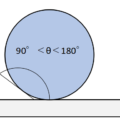
| フラックス塗布 | 母材にフラックスを塗布する。銅同士のろう付けでリン銅ろうを使用する場合は不要 |
| 部品の組立 | ろう付けは二個以上の部品を接合します。接合部の隙間に注意 |
| ろう供給 | 置きろうの場合、フラックスの上にろうを置く |
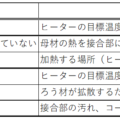
| 温度制御 | 目標温度を設定する |
| 加熱開始 | 接合部付近全体の温度を上げるように、熱風ヒーターを設置する |
| フラックスの再液化 | フラックスの水分が蒸発後に再液化する温度で、ろうが溶融が開始する |
| ろうの溶融 | ろうが溶け始め、拡散し、接合する |
| 冷却 | 加熱により、ワークが軟化している場合があるので、必ず冷却する |
| 取り出し | 十分に冷却されていない場合もありますので、取り出し時の火傷に注意する |
| 後処理 | フラックスの残留物を取り除く |
熱風ヒーターでアルミニウムのろう付け
アルミの融点は660℃と金属の中では比較的融点が低く、過熱すると、ろうの溶解温度を超えて母材(アルミニウム)の融点まで達してしまいます。
アルミニウムの硬ろうの溶解温度は580℃なのでその差が80℃しかありません。また、酸化されやすい金属なので、適温に温度管理することが重要です。
熱風ヒーターは吹出口の熱電対を使用し連続的に温度制御が可能なので過熱を防ぎます。
また、アルミニウム及び、アルミニウム合金の表面には、強固な酸化被膜が生成されているので、
そのままの状態でフラックスを使用しても、それらを除去することができず、失敗する可能性があります。
そのため、ろう付け前には必ず表面の酸化被膜や、汚れを取る必要があります。
アルミニウムのろう付に使用するフラックスは腐食性が著しいので、ろう付け後は、除去する必要です。
フラックスの残留物の除去が不完全な場合は腐食の原因となり、継手の破断に至るので特にこの処理は大切です。
さらには、ろう付け部の耐食性を増すための防食処理を行うことがあります。
アルミニウムの熱膨張係数は鋼の約2倍で熱伝導率は鋼の約5倍もあり、加熱による熱歪みに注意が必要で、局部加熱が難しい素材です。
熱風ヒーターの温度はガスバーナーの温度より低い為、加熱時間は長くなりますが、
複数台の使用や、流量を増大、予熱工程の追加などで、タクトタイムを縮めることができます。
また、気体漏れが発生しても、供給気体が空気であれば、空気が戻るだけなのでガス加熱と比較して非常に安全です。
供給気体が空気であれば、ガスと異なり無色なので、製品のろう付けの進捗が確認しやすくなります。
アルミのろう付け
アルミと銅のろう付け
用途例
自動車用各種アルミニウム熱交換機類
ろう付けの主な失敗例