非接触高温加熱・ハイテクヒーターのヒートテック 熱風ヒーター:ハロゲンヒーター:遠赤外ヒーター
非接触高温加熱・ハイテクヒーターのヒートテック 熱風ヒーター:ハロゲンヒーター:遠赤外ヒーター

このページの目次
ハロゲンポイントヒーターでろう付け
熱風ヒーターと同じく、ハロゲンヒーターでのろう付け加熱の情報はあまり一般的ではない為、どの程度までろう付け可能かの実験です。
ハロゲンポイントヒーターの概要
ハロゲンポイントヒーターは、ハロゲンランプの電気を赤外線として活用し、
集光鏡を使い、その赤外線を点・円形に集中させて高温加熱するヒーターです。
◎熱媒体なしで直接加熱するのでガラス越しや、真空中のろう付けや試料加熱ができます。
◎クリーンに室温から最高1700℃の高温加熱ができます。
◎約3秒で立ち上がりがます。 アイドリング時間が節約され経済的です。
◎電圧を常時変更することが可能で、PID制御に適しています。
△加熱対象の赤外線吸収率や色、表面状態よって熱吸収量が変化します。
ハロゲンポインヒーターによるろう付け手順
| 受入検査 | 品質基準を満たしているかどうかを確認する |
|---|---|
| 前処理 | アルマイトのコーティング、さび、油などの汚れを落とす |
| フラックス塗布 | 母材にフラックスを塗布する。銅同士のろう付けでリン銅ろうを使用する場合は不要 |
| 部品の組立 | 部品の組立。ろう付けは二個以上の部品を接合します。接合部の隙間に注意 |
| ろう供給 | 置きろうの場合、フラックスの上にろうを置く |
| 温度測定箇所の選定 | 適切な温度測定箇所を選定することが重要 |
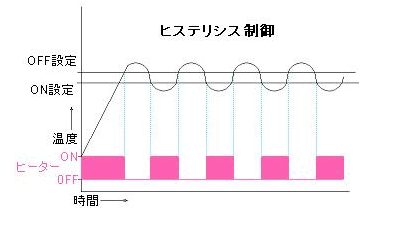
| 温度制御 | 目標温度を設定する |
| 加熱開始 | 接合部付近全体の温度を上げるように、ハロゲンポイントヒーターを設置する |
| フラックスの再液化 | フラックスの水分が蒸発後に再液化する温度で、ろうが溶融が開始する |
| ろうの溶融 | ろうが溶け始め、拡散し、接合する |
| 冷却 | 加熱により、ワークが軟化している場合があるので、必ず冷却する |
| 取り出し | 十分に冷却されていない場合もありますので、取り出し時の火傷に注意する |
| 後処理 | フラックスの残留物を取り除く |
ハロゲンポイントヒーターでアルミのろう付け
ハロゲンポイントヒーターでアルミのろう付けの注意事項は他の加熱方法とほとんど同じです。
アルミの融点は660℃と金属の中では比較的融点が低く、過熱すると、ろうの溶解温度を超えて母材(アルミニウム)の融点まで達してしまいます。
アルミニウムの硬ろうの溶解温度は580℃なので、ろう材と母材の差はわずか80℃です。また、酸化されやすい金属なので、適温に温度管理することが重要です。
ハロゲンポイントヒーターは放射温度計や熱電対を使用し連続的に温度制御が可能です。
過熱にならないような温度設定をすることで母材のアルミニウムの融点までの昇温を防ぎます。
また、アルミニウム及び、アルミニウム合金の表面には、強固な酸化被膜が生成されているので、
そのままの状態でフラックスを使用しても、それらを除去することができず、失敗する可能性があります。
そのため、ろう付け前には必ず表面の酸化被膜や、汚れを取る必要があります。
ろう付け後の後処理は、フラックスの残渣の除去とろう付け部の耐食性(サビ)を高めるための防食処理の2つがあります
アルミニウムのろう付に使用するフラックスは腐食性が著しいので、除去する必要です。
フラックスの残留物の除去が不完全な場合は腐食の原因となり、継手の破断に至るのでこの処理は特に重要です。
アルミニウムの熱膨張係数は鋼の約2倍で熱伝導率は鋼の約5倍もあり、加熱による熱歪に注意が必要です。
アルミのろう付け
ハロゲンポイントヒーターで銅のろう付け
ハロゲンヒーターでの銅のろう付けにおいての注意事項は他の金属と同じく温度管理です。
また、アルミをろう付けした後と同じく、加熱後は軟化している場合があるので、冷却工程が重要です。
また、銅同士のろう付けで、りん銅を使用する場合では、フラックスは不要ですが、フラックスを使用すると効果が高まります。
銅のろう付け
ハロゲンポイントヒーターでステンレスのろう付け
ステンレスの融点は合金の為、合金の配合が変われば融点も変わります。一般的に1400~1500℃です。
ステンレスの表面には不導体被膜が起因して耐食性(サビにくい)が保たれていますが、ろう付け時は、この不導体被膜を化学的に除去する必要があります。
ステンレスは熱伝導率が低い為、母材が暖まるまでに他の金属よりも時間がかかり、局所加熱や過熱になりやすく注意が必要です。
過熱するとクロムの酸化被膜が厚くなり、フラックスのみで除去することが難しくなります。過熱にならないように温度管理が重要です。
ステンレスのろう付け
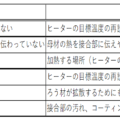
ろう付けの主な失敗例